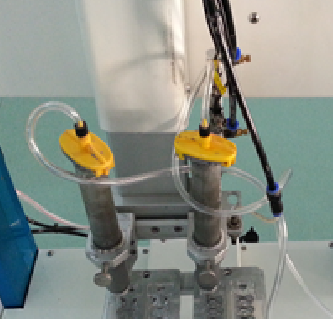
图4 模块自动点胶平台
2.2.1工艺过程控制
MDS601628模块采用自动点胶技术和倒装夹具改进后的快速封装工艺能够生产周期大大缩短。其工艺过程主要包括两部分:可视化编程和零部件装配。
可视化编程需要根据MDS601628模块的零部件类型和尺寸定义,具体过程如下:(1)
点1号电极为单点涂胶,注意气压和出胶时间,控制好胶量,同时注意针头高度;(2)点6只芯片同样为单点涂胶,注意气压和出胶时间,控制好胶量,同时注意针头高度;(3)点2、3号电极为线条涂胶,注意针头走速和气压(如图5)。
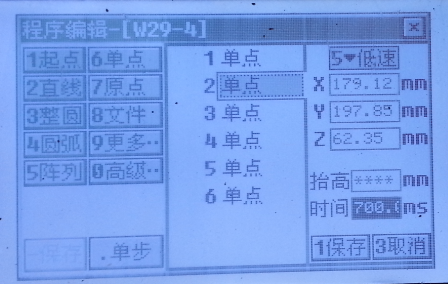
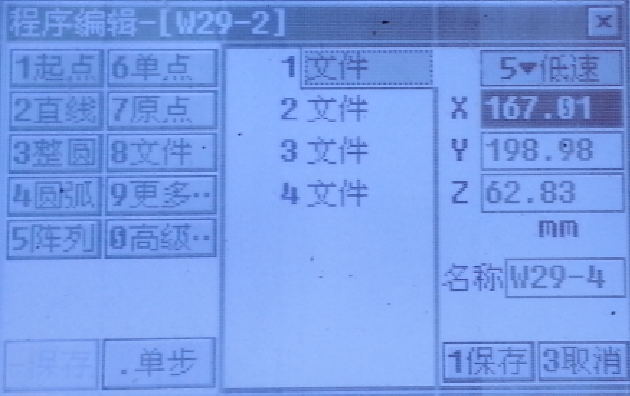

图5 1号电极涂胶 芯片涂胶 2、3号电极点胶
零部件装配需要根据MDS601628模块的工装夹具,具体过程如下:(1)在夹具中依次放入3只1号电极,且把1号电极按平整,放置到自动点胶平台上;(2)在1号电极两边点上焊膏,点焊膏的针头选择为小针头,自动点胶平台设置为自动档,设置好气压,选择好时间控制好焊膏量;(3)在1号电极上面放入6只芯片,注意芯片装配的正反方向;(4)在芯片的中央均匀点上焊膏,自动点胶平台设置同上;(5)把MDS601628模块2、3号电极依次放入夹具,注意电极不能放反且电极一定要按到位,直至平整为止;(6)把2、3号电极上面依次点上适量焊膏,注意此时点胶机开手动调节,注意电极尾部一定要点上适量焊膏;(7)把涂好的陶瓷基板依次反向放入工装夹具,注意陶瓷基板一定要涂均匀,陶瓷基板反面不能涂在四周围,要涂在中央位置;(8)把散热底板依次放入夹具,注意底板一定要按到位,不能斜在里面(如图6)。
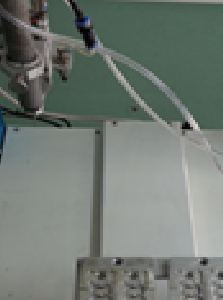
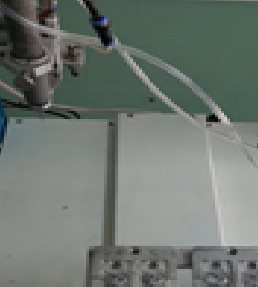
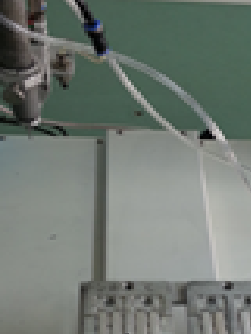
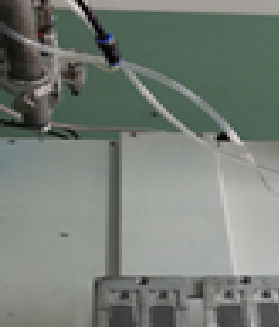
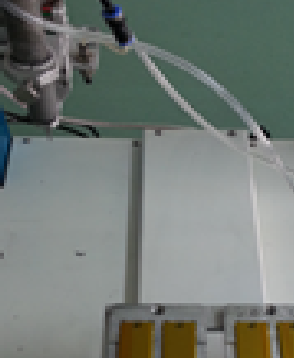
图6 1号电极装配 芯片装配 2、3号电极装配 陶瓷基板装配 散热底板装配
2.2.2封装结果与分析
功率模块在焊接前的装配中应用自动点胶机技术结合倒装夹具可使封装工艺变得简单、快速,同时还能保证产品质量的一致性。特别是针对小功率模块(100A以下)的封装尤为有利,因为芯片的焊接面积小,点胶图形简单,只需要控制出胶量就能达到很好的效果。我们来看一下自动点胶技术应用后的优势。
以装配6只芯片的模块为例,传统的装配顺序如表1所示。而采用倒装工艺和自动点胶技术结合,使用倒装夹具,改善后模块的装配顺序如表2所示。
表1 传统的模块正装手工点胶工艺
工序
|
工序名称
|
所需时间/s
|
人力数/人
|
1
|
装3只电极
|
5
|
1
|
2
|
自动点胶
|
5
|
/
|
3
|
装6只芯片
|
12
|
1
|
4
|
自动点胶
|
5
|
/
|
4
|
装2只电极
|
10
|
1
|
5
|
自动点胶
|
3
|
/
|
6
|
装散热基片
|
5
|
由4号工位完成
|
7
|
自动点胶
|
5
|
/
|
8
|
装散热底板
|
5
|
由4号工位完成
|
总计
|
|
55
|
3
|
表2 改善的模块倒装自动点胶工艺
工序
|
工序名称
|
所需时间/s
|
人力数/人
|
1
|
散热底板丝网印刷
|
5
|
1
|
2
|
散热基片丝网印刷
|
5
|
1
|
3
|
散热底板与散热基片组装
|
10
|
1
|
4
|
装2只电极
|
10
|
1
|
4
|
6只芯片涂胶、装配
|
60
|
1
|
5
|
装3只电极
|
15
|
1
|
总计
|
|
105
|
6
|
从上面表1、表2可以看出,采用倒装夹具(如图6所示),使用自动点胶技术可以大幅度缩短装配时间和减少装配的人数,进而提高生产效率和降低生产成本,同时还能产品的质量稳定性。
使用自动点胶技术时需要注意以下几点:(1)针对不同焊接面要编制不同点胶程序。每一层上的机械动作是可以重复阵列的,而不同的层需要重新定义起始的高度;(2)针对不同焊接面注意选择合适的点胶图形,不同的点胶图形得到的焊点效果相差很大。一般长方形焊接面选择平行的竖条状排列,而圆形选择圆形和点状。特别是针对40mm2以下的焊接面有很好的点状涂覆,焊接效果良好(如图7所示);(3)针对不同的焊点选择合适的焊料量。通过控制出胶头的走速和出胶时间可以选择出胶量的大小,避免焊点烧结过程中焊料过多或过少造成元器件的失效。过多会引起短路,过少引起虚焊等。(4)注意夹具设计时,出胶头走位的方便,避免干涉。
采用全自动点胶技术的快速封装工艺,从封装结果可以看出,对小功率模块产品品质和效率控制方面明显优于手工工艺:
(1)最大的优势是其生产耗时大幅减少,生产周期缩短了50%,提高了生产效率。
(2)MDS601628模块涂胶一致性、均匀性较好,既节省耗材,又保证产品品质。
(3)MDS601628模块采用自动点胶工艺后由于焊接层均匀模块的电参数一致性好。
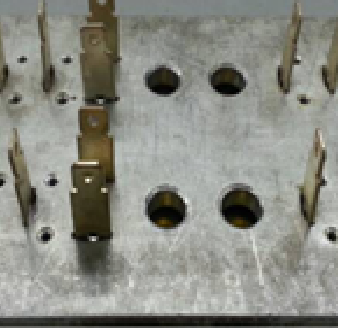
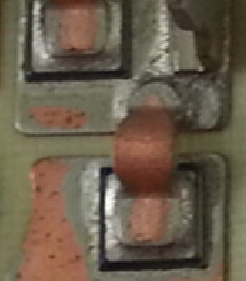
图6焊接倒装夹具 图7 点状涂覆焊后效果
2.3 自动点胶技术运用的优势
全自动点胶技术可以广泛应用于半导体装配、LCD贴片、微电子装配、精密零部件焊接等领域。它具有传统装配无法比拟的优势:(1)可以PLC控制系统编程控制点胶速度、点胶时间、点胶粗细大小,出胶量控制好,稳定可靠,不漏胶;(2)可取代人工,操作性强,可完全实现自动化生产。避免人工操作手法不均、不稳定、不可控制等因素;(3)被涂面涂覆图形多样,可以画点、线、面、弧、圆以及不规则曲线等功能;(4)程序编程易学易懂,不需辅助教程,简单方便;(5)程序具有阵列功能、三轴运动和旋转运算等功能,编制的程序可直接进行传输和下载,资料移动管理及保存便捷;(6)工作效率高,运动精度高。
3 结束语
随着电力半导体器件的快速发展,电子封装的要求也越来越高,自动点胶技术运用于小功率模块封装工艺中,具有传统工艺无法比拟的优点,极大地提高生产效率和降低生产成本,具有巨大的优势。自动点胶技术的运用将大幅度推动电子封装技术的发展,使功率模块的制造周期大大缩短,必将推动新一代的电力电子器件的产生,起到极为重要的作用。
参考文献:
(1)周振宇. SMT在大规模生产中的应用[J]. 电子工艺技术,1997年,第18卷(4期):164.
(2)王文波,石星耀. 表面贴装生产工艺过程与分析[J]. 电子工艺技术,2005年,第26卷(4期):223.
地址:江苏省常州金坛市社头工业园8号,常州瑞华电力电子器件有限公司,项罗毅。